Trong quá trình gia công phay CNC, chúng ta phải tính toán, xác định thời gian hoàn thành một hoặc một số hoạt động gia công sẽ mất bao lâu. Nhờ vào đó bạn có thể tính chi phí gia công và thời gian giao hàng của sản phẩm. Vì vậy, trong bài viết này, hãy cùng Adobus tìm hiểu công thức tính thời gian gia công phay nhé!
Tìm hiểu thời gian gia công phay là gì?
Phay CNC là một quá trình gia công có thể tạo ra các rãnh hoặc biên dạng của các phần khác nhau, bề mặt phẳng trong các mặt phẳng đứng, ngang và nghiêng, rãnh xoắn và hơn thế nữa. Đối với các nguyên công phay, tốc độ tiến dao có thể tính bằng răng, có nghĩa là bạn cần biết số lượng các cạnh cắt, răng hoặc rãnh trên dụng cụ. Sau đây chúng ta hãy xem một ví dụ về công thức tính thời gian gia công phay.
Ví dụ cụ thể về tính toán thời gian gia công phay
Rãnh có kích thước 25 x 25mm được phay một phần có chiều dài 300mm bằng dao phay mặt bên và mặt có đường kính 100mm, rộng 25mm và 20 răng, chiều sâu cắt là 5mm, tiến dao mỗi răng là 0,1mm và tốc độ cắt là 35mm / phút, khoảng cách chạy dao và khoảng cách di chuyển của mỗi dao là 5mm, yêu cầu thời gian gia công là bao lâu?
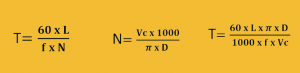
Trong câu hỏi này, chúng ta cần tính toán thời gian máy của quá trình phay, công thức ban đầu là:
T = 60 x L / (f x N)
Trong đó
L – Chiều dài
– Thứ nhất, chiều sâu cắt là 5mm, tức là dao chỉ cắt được 5mm trong một lần, do đó để cắt 25mm, dao cần thực hiện 5 lần, khi đó số lần đi là 5. Công thức sẽ trở thành T = 60 L x Số lần thực hiện / (f x N)
– Thứ hai, chiều dài trong câu hỏi này rõ ràng không phải là 300mm, nó phải bao gồm cả khoảng cách tiếp cận dao và khoảng cách thoát dao, ngoài ra vì chiều sâu của vết cắt không bằng bán kính của dao phay và nó nhỏ hơn bán kính. Vì vậy, điểm tiếp xúc sẽ nằm dưới mức nằm ngang của tâm.
Nếu bạn muốn bắt đầu gia công sản phẩm này, bạn không thể bắt đầu trực tiếp từ phần dưới cùng vì bạn sẽ đưa dao cắt trước tiên chạm vào điểm trên cùng, toàn bộ chiều sâu sẽ ban đầu không bị dao cắt tham gia, việc bạn cần làm là đẩy dao cắt vào phôi lên một khoảng cách nhất định, sau đó, nó có thể ăn khớp hoàn toàn với độ sâu thì bắt đầu gia công.
Khoảng cách này là khoảng cách bắt buộc (c trong hình sau), cần được thêm vào chiều dài, khoảng cách bắt buộc² = 50² – (50 – 5) ², vì vậy khoảng cách bắt buộc = 21,79
Nên, lúc này công thức tính sẽ là:
L = chiều dài của nguyên công + khoảng cách tiếp cận dao + khoảng cách thoát dao + khoảng cách bắt buộc = 300 + 5 + 5 + 21,79 = 331,79 mm.

f – Bước tiến và N – vòng / phút
Tổng thời gian là tổng quãng đường đi được chia cho tốc độ đi nhân với số lần đi được. Vì vậy, điều tiếp theo chúng ta cần tìm ra là tốc độ tính bằng mm / phút, đó là RPM của bước tiến.
Vì vậy
f = tiến dao trên mỗi vòng quay = tiến dao trên mỗi răng x số răng = 0,1 x 20 = 2mm,
RPM là
N = 1000 x tốc độ cắt / (π x D) = 1000 x 35 / (3,14 x 100) = 111,46.
T – thời gian gia công phay CNC
Cuối cùng
T = 60 x L x Số lần thực hiện / (f x N) = 60 x 331,79 x 5/ (2 x 111,46) = 99537 / 222,92 = 446,5 giây

>>>Xem thêm: Công thức tính toán chế độ cắt dao phay gắn mảnh
Tìm đơn vị hỗ trợ tư vấn kỹ thuật tất tần tật về phay
Trên đây là những thông tin hữu ích về cong thuc tinh thoi gian trong gia công phay mà Adobus giới thiệu đến bạn. Mong bạn sẽ biết cách vận hành tốt hơn trong gia công phay để mang lại hiệu quả kinh tế hơn. Để được tư vấn thêm thông tin, hỗ trợ kĩ thuật và hỗ trợ lựa chọn sản phẩm dao phù hợp với ứng dụng gia công, quý khách hàng có thể liên hệ Adobus để được hỗ trợ.
Adobus là địa điểm uy tín chuyên phân phối dụng cụ cắt gọt kim loại nói chung và dao phay gắn mảnh nói riêng . Chúng tôi nhập khẩu các loại dao phay chất lượng tốt nhất từ các thương hiệu uy tín trên thế giới chẳng hạn như Kennametal, Widin, Vertex…. các sản phẩm dao cụ phân phối trên thị trường đều được đánh giá cao về chất lượng.
Khách hàng có thể liên hệ qua hotline công ty, hoặc đến trực tiếp văn phòng công ty để được tư vấn nhiệt tình